Technology is growing increasingly complex. Customer requirements and legal regulations are becoming ever more stringent. At the same time, innovation cycles are getting shorter. Given all this, how can high-tech components be made market-ready quickly? A glimpse inside Thomas’s central testing lab provides some answers to this question.
An idea has to go through many stages of development before it becomes a product that is ready for series manufacture. One key element in this development process is testing, where basic materials are assessed for their suitability and prototypes put through their paces. This is all done to make sure that the finished product complies with the applicable industry standards and manufacturer’s specifications in respect of its performance and quality.
At Thomas, this is the job of the central testing lab, which is staffed by a 13-strong team. Since the restructuring in 2020, the department has formed part of the in-house quality assurance setup and has become a classic cross-cutting function. In the past, the colleagues were part of the central division Technology & Actuation and therefore primarily experts for the products that they put to the test. Today they are more than that: They are specialists for a wide variety of test methods that are used across all products. They continue to educate themselves in these processes and carry out their tasks independently of the customer units. The efficiency, quality and, in particular, the transparency of the testing have benefited noticeably from this.
Involved in development from an early stage
Kamran Heupel, head of the testing lab, explains: “Our team works closely with colleagues of the Customer Units 1 and 2. We’re involved in the development process right from an early stage, such as when materials are being chosen or development samples tested. Because we’re not part of the Customer Units ourselves, we’re independent and can assess products objectively – that’s a massive benefit from the customer’s perspective and makes for greater credibility.”
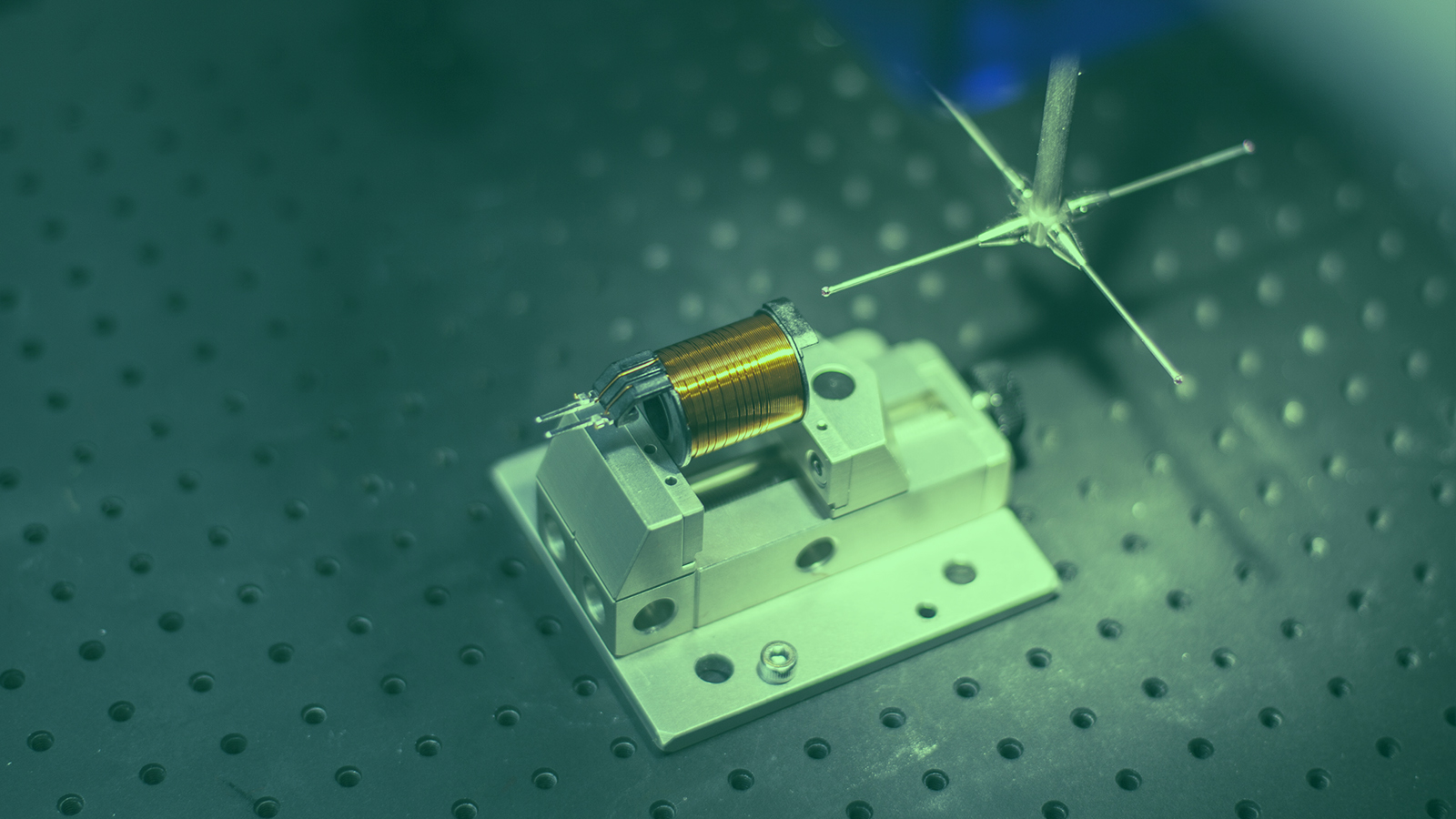
The lab’s test benches offer various options for simulating the kind of environmental influences that a product typically encounters in its lifetime. For instance, the testing specialists can generate temperature shocks ranging from -40 to +140°C (-40 to 284°F) or subject a product to salt spray, condensate, and even huge vibrations or g-forces such as those experienced inside a racing car on the infamous Nordschleife track at the Nürburgring.

As inside a racing car on the Nordschleife of Nürburgring
Kamran Heupel
Smart products call for smart testing
Important test methods that have been part and parcel of product development for a long time now are constantly being supplemented by new tests and capabilities, particularly because the trend toward making components and vehicles electric and digital is posing new challenges.
“Take acoustic testing, for instance,” Heupel says, “in the past, people mainly focused on airborne sound, i.e., noise emissions transmitted through the air. However, it’s much quieter inside an electric vehicle than in a car fitted with a combustion engine. Here, there’s more of a need to measure the airborne sound produced by a component, because it gets transmitted into the car’s interior through its bodywork.”
However, it is not just in acoustics that new expertise is required. If the STA (Sense.Think.Act.) strategy is to become a reality, then materials need to work together perfectly with mechanical, electronic, and sensor systems – throughout a product’s lifetime. Will the sheath for a smart valve give it enough protection against adverse influences? Will it shield the environment from any interference emitted by the component itself? Does the design protect transducers against negative environmental influences? These are just three of the many questions that STA products throw up. It soon becomes clear that anyone who develops smart products needs smart test methods.
Thinking and testing with the whole system in mind
This is why Thomas invested in expanding its functional testing capacity at an early stage. More test methods were added for test benches for electric motors and equipment for testing the characteristic curves of valves, hydraulic systems, and magnets. These new methods are essential for viewing electronic systems as a whole, which is becoming an increasingly important factor.
“Our customers expect us to guarantee flawless functionality over the whole service life plus compliance with electromagnetic compatibility requirements and all applicable VDE and VDA guidelines,” Heupel adds. “Our test lab has all the things we need to prove this. We only use external laboratories in the event of resource bottlenecks, both human and mechanical resources.”
New testing expertise benefits customers
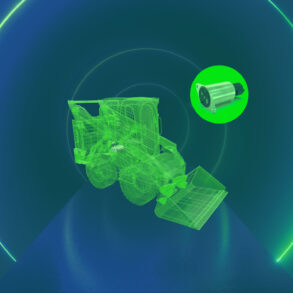
Experience shows just how important the groundwork is that Thomas has laid in this way: Recently, when developing an electromechanical actuator (EMA) for a manufacturer of agricultural machinery, there was a need to demonstrate that the printed circuit board (PCB) fitted with ceramic capacitors can withstand the mechanical stress encountered under typical operating conditions. The PCB had to undergo a so-called strain rate test. The specialists in the testing lab familiarized themselves with the situation and designed a test setup that plotted the maximum expansion rate of the PCB based on predefined measurement points. They succeeded in showing that the product in question met all the customer’s requirements while also ensuring that a test method relevant to numerous STA products would now also be available to other customers as well. For instance, it has already been used in a project for a leading German carmaker. “This is just one example that illustrates how we offer genuine added value for customers with our new testing expertise for STA products,” says Heupel, summing up. “In doing so, we’re reaffirming our reputation as an innovative and forward-thinking development partner.”

„
Our team works closely with colleagues of the Customer Units 1 and 2. We’re involved in the development process right from an early stage, such as when materials are being chosen or development samples tested. Because we’re not part of the Customer Units ourselves, we’re independent and can assess products objectively – that’s a massive benefit from the customer’s perspective and makes for greater credibility.